CAD 設計人員在進行 CNC 加工設計時常犯的 6 種錯誤及規避方法。牢記後,您將不再需要設計表,從而節省大量金錢、時間和資源。
數控機床為工程師和機械師提供了一種最簡單的方法來創造金屬和聚合物零件。然而,為數控機床創建 CAD 設計可能相當具有挑戰性。它需要最大程度的專注和警惕,以避免錯誤、不準確或昂貴的零件生產。以下是 CNC 加工的 CAD 設計中的六大錯誤。
設計過薄的牆壁
在機械加工過程中,設計者經常未能考慮工件的可能行為。工件的性質是另一個重要的考慮因素;設計過薄的牆壁是這些疏忽的後果之一。
例如,由低剛度鋁加工而成的薄壁可能在銑削過程中由於過度振動而折斷或扭曲。減小壁厚會降低材料的剛度,從而增加加工期間的振動並降低可獲得的精度。克服這個問題的一種方法是在設計薄壁截面時保持低的壁高與厚度(H:T)和壁高與長度(H:L)之比。非官方行業標準的最小壁厚為 0.794 毫米。
然而,薄牆通常是一種設計要求。在這種情況下,採用其他製造工藝如金屬薄板製造更為經濟。
設計無法加工的特徵
並非所有可在 CAD 套件上設計的特徵都可以由數控機床有效地加工。在設計用於數控加工時要避免的這些特徵之一是彎曲孔。無論一台數控機床能實現多少自由度,它都不能有效地加工出一個曲線孔。
如果零件需要此功能,則可以使用稱為放電加工(EDM)的方法。EDM 是一種使用放電產生所需形狀的過程。
過度使用公差
公差定義可接受尺寸的邊界。它因機器而異。許多 CAD 設計者在沒有他們所設計的機器的公差通用知識的情況下設計用於數控加工,這降低了加工零件的質量。根據所用機器的特性從設計中消除不必要的公差至關重要。
即使對於高質量的數控機床,設計中过大的緊公差也可能是昂貴的。並非零件的所有表面都需要公差。避免在設計中將數值標注(如半徑和直徑)指定給此類曲面。
設計不必要的美學特徵
為了在設計用於 CNC 加工時節省成本和時間,有必要考慮要移除的材料量以及在這樣做時要使用的過程。像「有必要為了好看而去除材料嗎?」和「是否完全有必要添加一個單一的複雜特徵,這需要 5 軸加工的設計?」在設計用於 CNC 加工時,應由設計者考慮。
應避免不必要的材料移除和美學考慮。可以使用如電拋光的後加工工藝來代替機械加工以實現美觀。
設計過深的空洞
數控工具的切削長度有限。當銑削深度為其直徑兩倍或三倍的型腔時,銑削工具通常效率最高。例如,15 毫米的銑削工具可安全地切削深度達 35 毫米的型腔。深型腔銑削可能導致工具無法到達要銑削的表面;由工具從其夾具過度伸出引起的工具偏轉;工具斷裂;以及芯片抽空困難。要克服這些挑戰,您必須執行以下操作:
- 以越來越小的增量逐步降低端銑刀
- 使用足夠大的切削刀具或使用延伸工具架,解決工具到達和工具偏移問題
- 在高壓下輸送所用的冷卻劑,以有效排出機器碎片
- 使用其他形式的加工,如 EDM
設計沒有半徑的內角
數控銑削工具的形狀為圓柱形。因此,這些工具在銑削內部垂直邊時始終會創建一個半徑。為內部角度設計銳邊是設計用於數控加工時的常見錯誤。由於機器將自動創建一個半徑,所以最好首先將其包括在設計中。
在設計深矩形口袋時,請確保添加的拐角半徑至少為口袋深度的 ⅓。尖銳的邊緣或不夠大的拐角半徑需要在較低速度下使用直徑更小的工具,由此增加了加工成本和時間。
此外,在設計拐角半徑時,應考慮在加工中使用的工具的半徑。拐角半徑應稍大於銑削工具的半徑。這允許工具以更快的速度進行切割,並且還減少了工具上的應力。
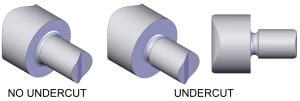
如果設計需要銳邊內角,例如矩形零件需要配合的型腔,則最好設計具有底切的型腔。