








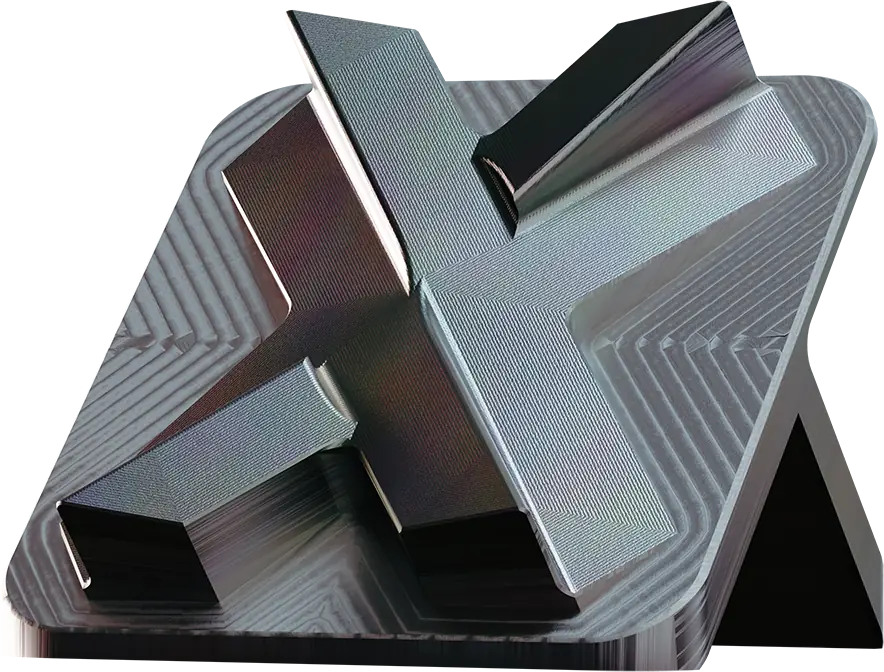





钣金加工:水射流切割概述
水射流切割是一种CNC切割工艺,利用极高压的喷射水来切割材料。 此工艺中,高压泵迫使水通过专用管道,并以非常高的速度(高达900米/秒)通过喷嘴流出。该喷嘴将水流聚焦在工件上,并由CNC控制。 水刀类型 有两种主要类型的水喷射;纯水流和磨料水流。 磨料水喷流包括水和诸如石榴石和氧化铝的磨料物质的混合物 另一方面,纯水喷射流仅包含纯水 材料 水喷射切割可以切割各种材料,包括硬材料,如铝,钢,铜,其他金属和石头。它还可以切割相对较软的材料,如木材、橡胶、塑料和纸张。对于切割硬材料,使用磨料水喷射。纯水用于切割软材料。此过程可切割的最大厚度取决于材料。 好处和限制 与等离子切割和激光切割相比,水喷射切割具有一些优势。首先,它是三者中更精确的,公差在0.05到0.1...
閱讀更多
