數控機床加工(CNC 加工)在各行各業廣泛應用,因其高精度、精密度、速度和效率而聞名。然而,與其他製造方法如 3D 列印相比,數控機床加工(CNC 加工)服務可能更昂貴。成本是在應用 CNC 加工進行一次性或大規模生產時的關鍵考慮因素。本文介紹了 10 個小貼士,通過這些貼士,您可以顯著降低 CNC 加工部件的成本。
CNC 加工成本的影響因素
在努力降低加工成本之前,首先了解影響這些成本的因素是至關重要的。CNC 加工的成本取決於以下四個因素:
- 設置成本:這些成本涵蓋了從 CAD 和 CAM 文件準備到工藝規劃的所有內容。設置成本是固定的,對小規模數量生產的影響更為顯著。
- 材料成本:部件製造所用材料的成本顯著影響製造過程的整體成本和成品部件的成本。稀有材料會極大地推高成本。可加工性也是另一個材料成本因素,因為它影響資源消耗、加工時間和工作量。
- 加工時間:在數控機床加工領域,時間就是金錢。加工時間是一個重要的成本驅動因素。加工一個部件所需的時間越長,成本就越高。隨著加工時間的增加,運行和維護數控機床、能源消耗以及操作員工資等成本也會增加。
- 雜項成本:數控機床加工中的其他成本涵蓋了任何被視為特殊要求或額外成本的項目。這些包括嚴格的公差要求、特殊工具、更嚴格的質量控制和較低的加工速度。
理解了驅動 CNC 加工成本的因素後,現在我們可以開始探討如何降低這些成本。
降低數控機床加工部件成本的 10 個小貼士
分析影響數控機床加工成本的主要因素,可以通過三種主要方式來降低成本,分別是:設計優化、材料選擇和特殊考慮,其中設計優化更為重要。以下是十種顯著降低數控機床加工成本的方法:
1. 材料選擇
在選擇特定材料之前進行廣泛研究,確保所選材料是符合應用要求的更經濟選項。雖然無法在材料質量上進行妥協,但並不是所有材料的特性都適合特定應用。例如,對於加工哨子來說,選擇耐熱鋼就是一個不必要且昂貴的選擇。
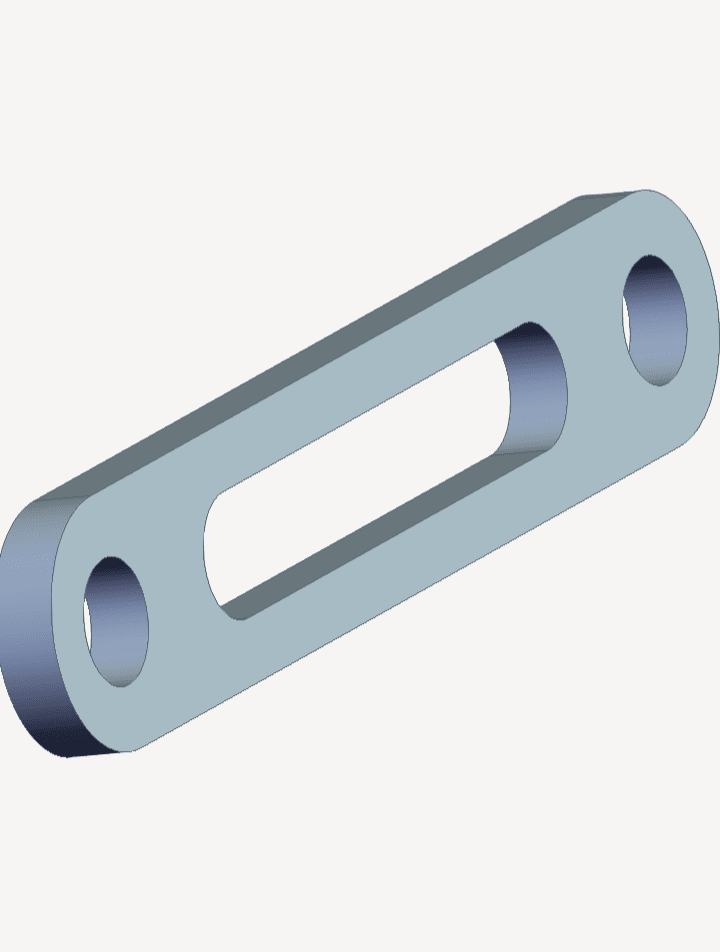
另一個重要的材料考慮因素是可加工性。某些材料,如鋁,具有較高的可加工性,應盡可能使用。不同的鋁合金在價格上也有所不同。例如,下图所示的一个部件,如果使用更稀少的铝3.1645材料来制造,其成本将比使用铝3.3206高出25%。
2. 避免多種後處理
數控機床加工通常能夠產生令人滿意的加工表面效果。盡可能選擇這種效果作為後處理,因為儘管某些部件需要多種後處理,但這些處理會增加成本。只有在必要時才應請求如陽極氧化和化學膜等增強表面處理。另一個重要的成本驅動因素是在部件的不同區域應用不同的表面處理。例如,在一個區域進行噴砂處理,而在另一個區域進行化學膜處理。盡量保持整個部件的後處理規格統一。
3. 批量訂購
規模經濟在數控機床加工中具有顯著的應用價值。隨著生產量的增加,加工成本呈指數級下降。為了展示成本節約效果,舉例來說,下圖中的單件部件成本為 30.75 歐元。當生產量達到 10 件時,單位成本降至 9.62 歐元;當生產量達到 100 件時,單位成本降至 6.76 歐元。這些成本下降的原因是無論您生產一件還是 100 件相同的部件,設置成本保持不變。批量訂單還可以消除不同機器設置的成本,因為整個生產過程將使用相同的設置。務必透過批量訂購充分利用規模經濟效應。
4. 避免過薄的壁厚
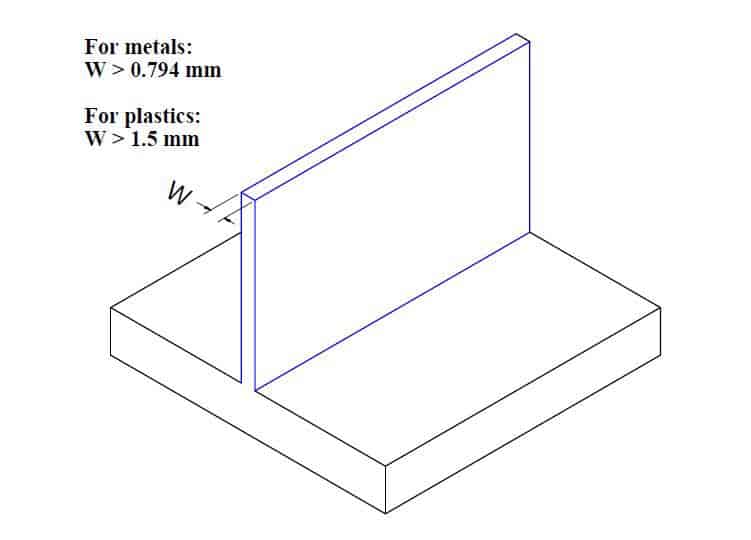
薄壁需要更長的製造時間。這是因為它們易碎,需要多次以低切削深度進行加工。它們同時也很容易產生振動,因此將其加工到規定的公差範圍內是具有挑戰性且耗時的。這會增加加工時間,進而增加加工成本。為了避免這種成本,設計時應增加壁厚。我們建議金屬材料的最小壁厚為 0.8 毫米,塑料材料的最小壁厚為 1.5 毫米。
5. 為內部邊緣增加充分的圓角
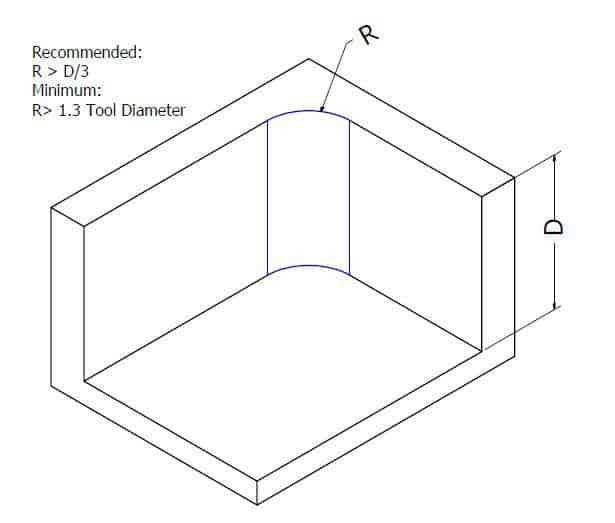
由於切削工具是圓柱形的,因此無法加工出完美的 90° 內角。實現這一點的唯一方法是透過電火花加工(EDM),但這比數控機床加工要昂貴得多。我們強烈建議在設計中為所有內部邊緣增加圓角,這將節省加工時試圖製造銳利邊緣所需的時間。我們還建議採用足夠大的半徑,至少為腔體深度的 1/3。小的角半徑將需要小直徑的工具,由於小工具無法一次移除大量材料,需要多次以較慢的速度加工,從而增加加工時間和成本。
6. 不要設計深凹槽
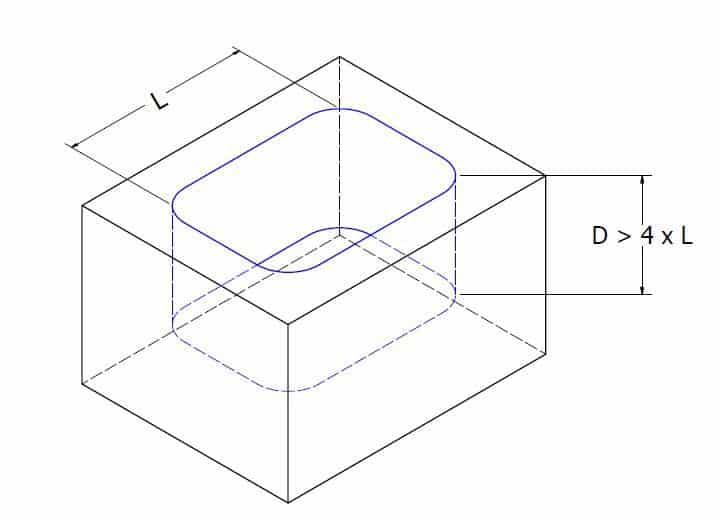
深凹槽需要大量材料去除,這也是耗時的特徵。加工它們可能導致刀具懸掛、刀具偏轉和刀具斷裂。避免這些刀具問題的唯一方法是逐步降低銑刀的切削深度,然而這也是極其耗時的過程。
一個簡單的方法來避免所有這些問題是設計凹槽時,將其最小深度設計為其寬度的四倍。例如,一個寬度為 10 毫米的凹槽深度不應超過 40 毫米。請注意,任何深度超過切削工具直徑六倍的凹槽都被視為深凹槽。
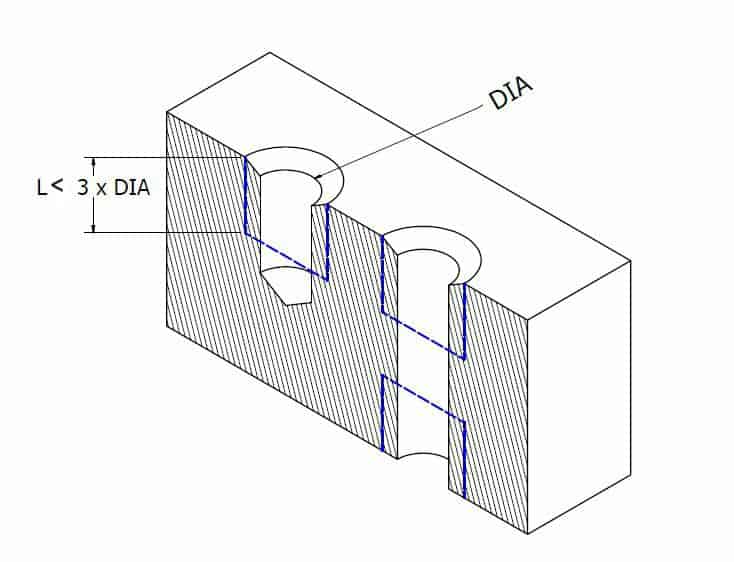
7. 限制螺紋的深度
螺紋提供非常可靠的連接。然而,更強的螺紋連接出現在最初的幾個螺紋中,因此過長的螺紋並不必要。深螺紋孔可能需要特殊的工具,且加工時需要更多時間和精力。始終將螺紋的深度限制在至多三倍孔直徑以內。在加工盲孔螺紋時,我們建議在孔底留出至少半個孔直徑的無螺紋長度。
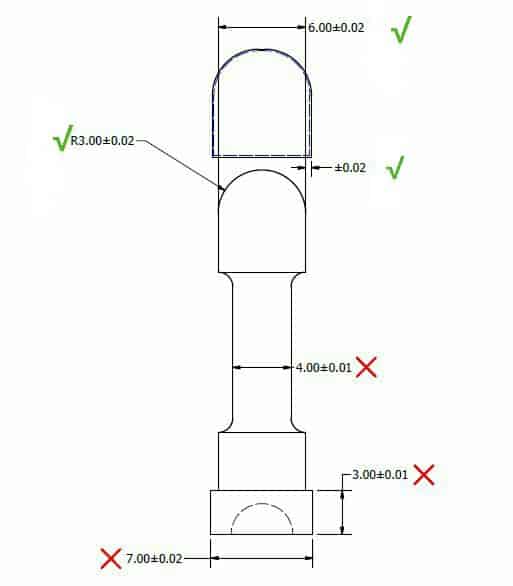
8. 只有在必要時指定公差,避免嚴格公差
公差通常會增加加工成本和時間,應當僅在必要時指定。當設計中未指定定制公差時,數控機床能夠高精度地生產標準公差。嚴格公差應當僅在必要時指定,因為它們在應用上具有一定挑戰性。嚴格公差還需要更多加工時間和人工檢查。我們還建議在圖紙中使用幾何尺寸和公差(GD&T)來定義較寬鬆的公差。
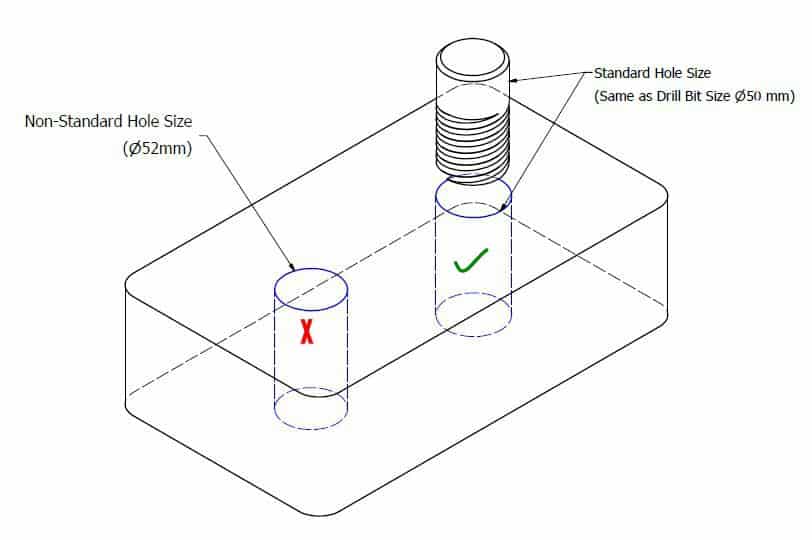
9. 使用標準孔尺寸
在設計孔時,請使用標準鑽頭尺寸。非標準孔尺寸將需要使用銑刀將孔壁加工至指定的非標準尺寸,從而顯著增加加工時間。
10. 不要在需要加工的設計中包含文字
在部件上加工文字是一種不必要的成本驅動因素,需要額外的時間和精力來製作。必要的文字可以在製造完成後塗繪在成品上。如果必須包含文字,建議使用雕刻文字,因為這樣需要去除的材料較少。
結語
通過遵循這些小貼士,您可以顯著降低數控機床加工部件的成本。在 Xometry 擇幂科技,我們提供快速、經濟實惠且可靠的數控機床加工服務,無論是打樣還是大規模生產。請訪問我們的實時報價引擎,上傳您優化後的模型,並選擇最適合您應用的材料。