3D 列印技術確實能生產出堅固的聚合物與金屬部件,但在某些應用中,這些部件可能需要更高的強度以滿足特定要求。雖然設計與材料選擇是決定 3D 列印部件強度的核心因素,但若忽視了其他簡單卻至關重要的強化技術,即使設計精良的部件,也可能在使用過程中出現弱點或發生故障。
強化 3D 列印部件的技術可大致分為三類:部件幾何形狀的優化、列印設定的調整以及後處理的應用。
部件幾何形狀
零件的幾何形狀在決定 3D 列印強度方面至關重要。使用圓角與倒角可提高邊緣的機械強度,而桁條和肋條則能提供額外的結構支撐。
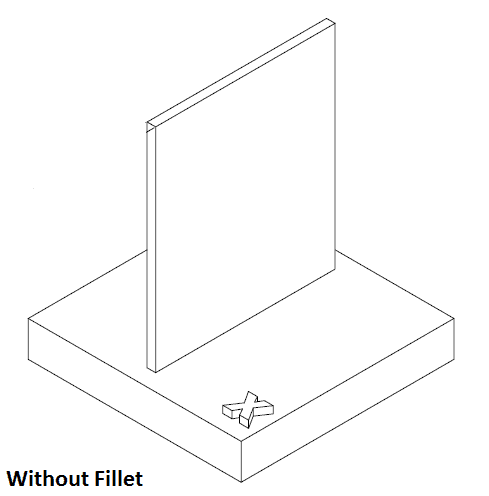
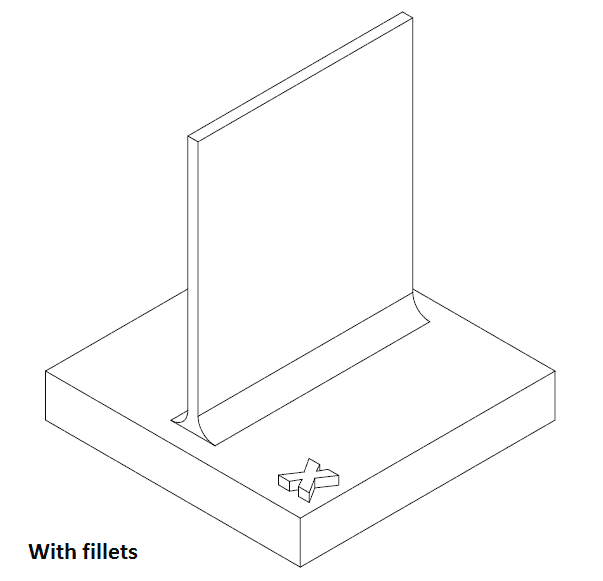
使用圓角或倒角
圓角或倒角可為 3D 部件中較薄的部分奠定堅實基礎,防止列印噴嘴在打印過程中撞擊精細結構,減少應力集中,從而提升部件耐久性。
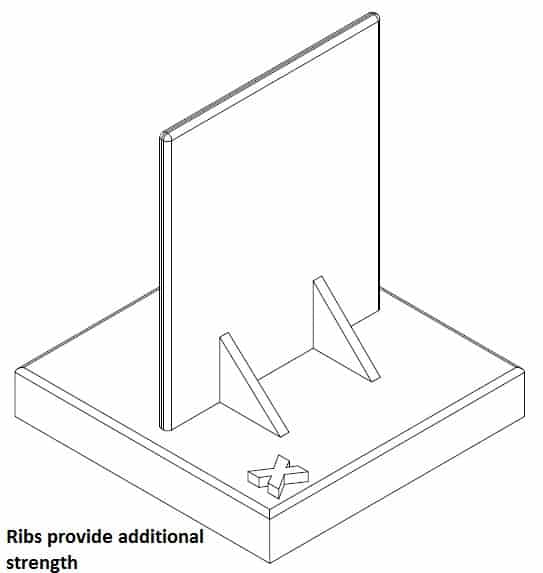
使用肋板和角板
肋板和角板是垂直於牆壁或平面突出的薄擠壓件。它們提供支撐並增加零件的強度。肋板的厚度應為壁厚的一半,間距至少為壁厚的兩倍。應避免使用大而高的肋板,而應使用多個小肋板。
3D打印設置
要生產出更堅固的部件,需要對 3D 打印工藝進行優化設置。這些設置包括以下內容。
3D打印中的填充物
填充是指3D部件外壁內的材料量。這種技術通常用於 FDM 3D打印,以增加強度。填充設置有兩種方式:填充模式和填充密度。
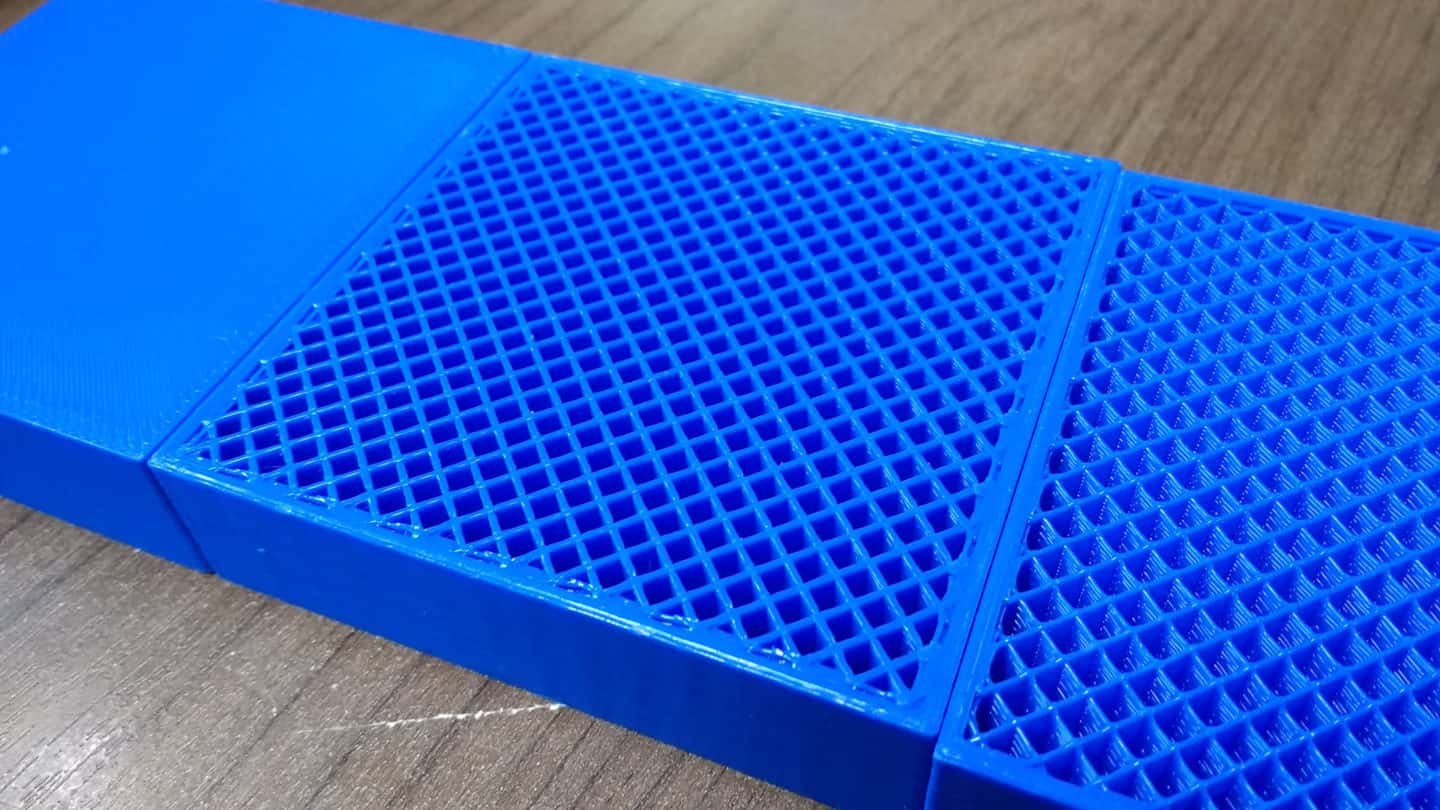
填充圖案
這是一種用於填充3D打印部件內部空間的重複結構,通常不直接可見。填充圖案呈現出多樣化的樣式,包括但不限於三角形、拱形、矩形、蜂窩或六邊形以及同心圖案等。拱形填充圖案更適合圓形或圓形零件。矩形填充圖案因其平行和垂直的網格,能使部件達到 100% 的密度。六邊形填充圖案的強度重量比更高,但打印時間更長。
填充密度
填充密度為 0% 時沒有填充物,填充密度為 100% 時零件完全堅固。100% 填充密度的零件強度更高。然而,在許多情況下,不必要地使用材料會增加重量和成本。蜂窩模式適用於填充率低於 50% 的情況,而直線模式適用於填充率高於 50% 的情況。常見的填充密度在 20% 到 25% 之間。
部件方向
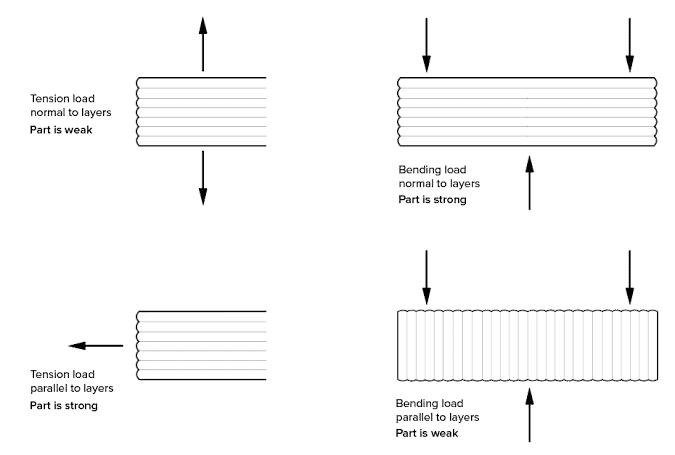
3D 打印部件在與構建外殼平行的平面上強度更高,因為層中的分子結合力遠大於層間的黏合力。這就是 X 平面和 Y 平面。雖然這種技術常見於 FDM 3D 打印,但也可用於 SLA 和 SLS 等其他工藝,以提高強度。零件的方向取決於零件中承受載荷和壓力的位置。
外殼厚度
這在強化 3D 零件方面起著重要作用。外殼越厚,零件越堅固。對於 FDM 打印,對於需要承受重型持續負載的部件,建議將外殼厚度設定為噴嘴直徑的 3 到 4 倍。大多數 3D 打印工藝使用的標準厚度最小約為 1 毫米。但是,增加外殼厚度可以有效提升零件的拉伸和衝擊強度。有關其他 3D 打印技術推薦厚度的詳細資訊,請參閱我們的設計指南。
生產後處理
為了進一步提高打印部件的強度,您還可以考慮進行後處理。以下後處理操作可大大提高 3D 打印部件的強度。
退火
退火簡單來說就是對 3D 打印部件進行加熱,然後讓其逐漸冷卻,以消除內部應力,從而使部件更加堅硬。雖然金屬和玻璃可以退火,但並非所有聚合物都可以退火。適合退火的材料有聚乳酸、PET 和 PA 12。
電鍍
電鍍是一種印刷後技術,包括將零件浸入水和金屬鹽溶液中。當電流通過溶液時,金屬陽離子會在部件周圍形成一層薄塗層。這種技術可用於 FDM、SLS、SLA 或 SCM 打印機打印出的 3D 零件。它使零件具有與金屬零件幾乎相同的機械性能,因此在一些應用中,它是一種比金屬 3D 打印便宜得多的替代品。
不過,電鍍部件內部仍然是塑料,因此如果加熱溫度高於內部塑料的軟化溫度,內部強度就會喪失;即使外部金屬不會熔化。電鍍可使用多種金屬,如鋅、鉻、鎳、銅等。在電鍍之前,必須對 3D 零件進行打底處理,以形成適合金屬附著的導電表面。打底通常使用石墨。
樹脂塗層
環氧樹脂或聚酯樹脂可用於 3D 打印部件的塗層。環氧樹脂塗層是使用環氧樹脂塗料進行的不溶性表面塗層,這種塗料融合了環氧樹脂和固化劑兩種關鍵成分。由此形成的塗層通常比未塗層的部件更耐用、更堅硬。然而,若零件需要極高的幾何精度和銳利的邊緣,則不適合使用環氧樹脂塗層。另一方面,聚酯樹脂很薄,可以塗抹在複雜的零件上。樹脂在塗抹後 5 分鐘開始硬化,通常需要等待 24 小時讓其完全乾燥。樹脂塗層可應用於任何打印機的任何部件。
碳纖維加固
碳纖維或玻璃纖維也可用於加固 3D 部件。碳纖維具有出色的強度重量比,更適用於在持續負載條件下使用的部件。與碳纖維不同,玻璃纖維可彎曲直至失效。纖維可通過兩種方式層疊:
- 短纖維加固
在這種方法中,纖維被切碎並與熱塑性塑料混合,以提高強度和剛度。
- 連續纖維加固
在這種技術中,纖維必須在擠出和沉積過程中不斷融入熱塑性塑料。這種技術需要兩個噴嘴同時打印。
結論
我們可根據客戶要求為 3D 打印部件提供各種增強選項。只需登入 Xometry 擇冪科技即時報價引擎,上傳您的模型,選擇您的工藝、後處理等選項,您的高強度 3D 打印部件將在短短幾分鐘內產生即時報價,您可一鍵下單訂購,坐等部件送貨上門。