鋁是當前機械加工常用的材料之一。事實上,鋁材料的CNC加工工藝在使用頻次上僅次於鋼。
化學元素鋁在高純度形態下,質軟、延展性好、沒有磁性,外表為銀白色。但是該元素並非僅以純鋁狀態來使用。鋁通常和各種元素鑄為合金,比如錳、銅、鎂,以形成各樣的鋁合金,具備各種顯著改良的特性。常見的加工鋁合金及其不同標準下的牌號都可以在這裡找到。

數控加工零件使用鋁材的優點
雖然有著各種不同程度特性的鋁合金數不勝數,但是也有一些基本適用於所有鋁合金的基本特性。
可加工性
鋁在各種不同處理過程的作用下可以迅速成形、製造、加工。鋁可快速輕易地由機床切割,因為其質地柔軟、容易切削,價格也不貴、而且比加工鋼時的所需力度要小。這些特徵對機械師和訂購零件的客戶而言都是極大的優勢。而且,鋁優質的加工性能意味著其在加工過程中更不易變形。鑑於它能讓數控機床實現更高的耐受度,其精確度會更高。
比強度
鋁的密度是鋼的大約三分之一。質量就相對更輕。儘管重量輕,鋁材的強度非常高。這種強度和重量的組合就稱為材料的比強度。鋁的高比強度使其適合做很多工業需要的零件,比如汽車和航天工業。
抗腐蝕
鋁在常規的海洋和大氣環境中抗劃耐腐。通過陽極氧化,還可以強化這一特性。需要注意的是不同級別的鋁材的抗腐蝕能力也各不相同。常規普通的數控加工級別反而具有更強的抵抗力。
低溫性能
大多數材料在零度以下會失去一些優質特性。例如,碳鋼和橡膠在低溫狀態下會變得易碎。鋁在極低溫下反而可以保持其軟度、延展性和強度。
導電性
純鋁的導電性在室溫狀態下大約為3770萬西門子/米。雖然鋁合金比純鋁導電性能更低,但已經足夠應用在電子元件中。另一方面,如果一個加工零件的理想特性不是導電性,鋁也不會是適合它的材料。
可回收性
由於數控加工過程是一個減材製造過程,會產生大量切屑,也就是廢料。鋁具有很強的可回收性,回收只需要相對很少的能量、精力和成本。這使其在那些想要收回開支或減少材料廢棄的人中備受青睞。也讓鋁成為一種更加環境友好型的加工材料。
陽極氧化可能性
陽極氧化,是一種表層加工流程,提高了材料的抗磨損、耐腐蝕能力,這對鋁來說極易實現。這一過程也使加工鋁製零件的上色更加容易。
數控加工中受歡迎的鋁合金
從我們在Xometry的經驗來看,以下五種鋁材等級是數控加工中比較常用的:
EN AW-2007 / 3.1645 / AlCuMgPb
其他牌號:3.1645; EN 573-3; AlCu4PbMgMn.
這類鋁合金是鋁銅合金,因為銅是其主要的合金元素(占4%-5%)。是一種短切合金,耐用、輕巧、功能性好,和AW 2030一樣具有很高的機械性能。適合攻絲、熱處理和高速加工。EN AW 2007的所有這些特性使其在生產機械零件、螺栓、鉚螺母、螺絲釘、螺紋鋼筋中得以廣泛應用。但是,此類等級的鋁材焊接性和抗腐蝕性能比較低,因此推薦在零件加工後施以陽極氧化,起到保護作用。
EN AW-5083 / 3.3547 / Al-Mg4,5Mn
其他牌號: 3.3547; Alloy 5083; EN 573-3; UNS A95083; ASTM B209; AlMg4.5Mn0.7
合金AW 5083以其在極端環境下的優異性能而知名。它含有鎂和少量的鉻和錳。該級別鋁材在化學和海洋環境下表現出非常高的抗腐蝕性。在所有不可熱處理強化型鋁合金中,AW 5080的強度更高,即使在焊接之後也能保持這一特性。儘管此種合金不宜在溫度高於65攝氏度的情況下投入使用,但在低溫情況下表現突出。
鑑於它一系列的理想特性,AW 5080可在眾多情況下應用,包括低溫設備、海洋應用、承壓設備、化學應用、焊接結構和車輛主體。
EN AW 5754 / 3.3535 / Al-Mg3
其他牌號: 3.3535; Alloy 5754; EN 573-3; U21NS A95754; ASTM B 209; Al-Mg3.
AW 5754是鋁占比至高的鋁鎂合金,可軋製、鍛造、擠壓。該合金也是不可熱處理強化型鋁合金,可通過冷加工來實現強化,但延展性較低。此外,這類合金抗腐蝕性極好,強度高。考慮到這些特性,AW 5754是非常受歡迎的數控加工鋁材之一這一點也就很好理解了。它通常應用在焊接結構、地板裝飾、漁具、車輛主體、食品加工和鉚釘中。
EN AW-6060 / 3.3206 / Al-MgSi
其他牌號:3.3206; ISO 6361; UNS A96060; ASTM B 221; AlMgSi0,5
這是一種含有鎂和矽而製成的鋁合金。可熱處理,強度中等,焊接性和成形性良好。也極耐腐蝕,通過陽極氧化可進一步改良這一特性。EN AW 6060合金通常在建築、食品加工、醫療設備和汽車工程中應用。
EN AW-7075 / 3.4365 / Al-Zn6MgCu
其他牌號: 3.4365; UNS A96082; H30; Al-Zn6MgCu.
在此級別的鋁材中,鋅是主要的合金成分。雖然EN AW 7075的加工性能一般、冷加工成形特性不佳、不適合進行熔接和焊合,但是它比強度高,在大氣和海洋環境中耐受性極好,強度也比一些鋼合金更好。此類合金在很大範圍內應用,包括懸掛式滑翔機和自行車架、攀岩設備、武器和模具製造。
EN AW-6061 / 3.3211 / Al-Mg1SiCu
其他牌號: 3.3211, UNS A96061, A6061, Al-Mg1SiCu.
此類合金主要合金元素為鎂和矽,並含有少量銅。是強度很高的合金,抗拉強度可達180兆帕,非常適合高承重結構,比如腳手架、鐵路車廂、機械和航空零件。
EN AW-6082 / 3.2315 / Al-Si1Mg
其他牌號: 3.2315, UNS A96082, A-SGM0,7, Al-Si1Mg.
此類合金通常由軋製和擠壓而成,強度中等、可焊接性和熱導率極好。有很高的抵抗應力腐蝕開裂的能力。抗拉強度在140-330兆帕之間。在海上施工建設和集裝箱中大量使用。

鋁材的數控加工流程
你可以透過現有的一些數控加工流程來加工鋁材。其中一些流程如下。
數控車削
在數控車削操作中,工件旋轉的同時,單點切削刀具沿軸保持不動。不論是工件或刀具,都會依靠機床進行進給動作來互相作用,以實現材料切除。

數控銑削
數控銑削是在加工鋁製零件時非常常用的工序。這些工序涵蓋沿軸多點切割的旋轉,與此同時工件沿軸保持靜止不動。切割動作和隨後的材料切除都由進給動作來實現,進給動作可以是工件的、切割刀具的,或兩者結合。此動作可以沿多軸進行。

凹槽加工
也稱為凹槽銑削,是一種數控銑削形式,用以在零件上加工出一個中空凹槽。
端面加工
端面加工涉及利用端面車削或者端面銑削的方式,在工件表面製作一個平整的橫截面。
數控鑽孔
數控鑽孔是在工件上打一个孔的過程。在這一工序中,一個特定大小的多點旋轉切割刀具垂直於待鑽孔表面,沿直線運動,從而有效打孔。
加工鋁材的工具
在鋁材數控加工工具的選擇上,影響要素非常之多。
工具設計
一個工具外形的不同樣式影響著其加工鋁材的效率。其中之一就是刀具的凹槽數量。為了避免高速運行下切屑難以排出的困難,鋁材數控加工的切割刀具應該有2-3個凹槽。凹槽數量太多就意味著切屑排出通道更窄,這會導致鋁合金產生的大型切屑卡住。當切削力較低而切屑清除對整個過程至關重要的時候,你應該用2個凹槽的刀具。如果為了達到切屑清除和刀具強度的完美平衡,就應該用三個凹槽的。

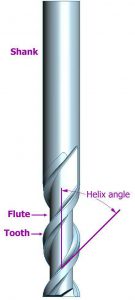
螺旋角
螺旋角是指刀具中心軸和沿切割邊緣所切的直線之間形成的夾角。是切削工具的一個重要特徵。儘管螺旋角度更大能更快速地清理零件切屑,但是增大了切削過程中的摩擦和熱度。在高速鋁材數控加工中,這可能會導致切屑熔接在工具表面。另一方面,更小的螺旋角所能產生的熱度也會減少,可能無法有效清除切屑。加工鋁材的話,粗加工適合35或者40度的螺旋角,而精加工建議用45度的螺旋角。
間隙角
間隙角是一個工具能正常運作的另一個重要因素。角度過大會導致刀具鑽進工件,發出咯咯的聲音。另一方面,角度過小會引發刀具和工件之間的摩擦。鋁材數控加工更佳的間隙角度是6度到10度之間。
工具的材質
硬質合金是用作鋁材數控加工切割工具的首選材料。因為鋁屬於軟切割,所以很重要的一點就是切割鋁材的工具不能是硬質的,但又要保有鋒利切邊的能力。硬質合金刀具就有這個能力,主要靠兩點:合金晶粒尺寸和粘合劑比例。儘管晶粒尺寸更大,材質更堅硬,但是晶粒尺寸更小可以保證材料更有韌性,更耐衝擊,這才是我們真正需要的特性。晶粒更小可讓鈷達成精細的晶粒結構和材料強度。
然而,鈷和鋁在高溫下反應,會在工具表面形成鋁的積屑瘤。為減小這一反應,關鍵在於使用鈷含量適宜(2~20%)的硬質合金刀具,與此同時還能維持所需的強度。硬質合金刀具通常能承受鋁材數控加工的高速運作,比鋼製刀具承受力更強。除了工具的材質,塗層也是切割效率中一個重要的因素。二氮化鋯、二硼化鈦和類金剛石塗層都是適合鋁材數控加工的刀具塗層。
進給和速度
切割速度是切割工具旋轉所處的速度。鋁可以承受非常高的切割速度,因此鋁合金的切割速度取決於所用機床的極限。這一速度應該和鋁材數控加工的實際速度一樣快,因為這樣降低了積屑瘤形成的可能性,節省時間,降低零件溫度,改善切屑斷裂並改進精加工完成度。所用的準確速度根據鋁合金和工具直徑的不同而有所不同。
進給速率是指刀具每旋轉一圈,工件或者刀具移動的距離。進給的選擇依賴於想要的工件精加工程度,強度和剛度。粗切割需要0.15-2.03 mm/rev的進給率,而精切則需要0.05-0.15mm/rev的速率。
切削液
即便鋁的加工性能再好,也永遠不要在乾燥狀態下切割,因為這會促使積屑瘤的形成。合適的鋁材數控加工切削液是油溶性乳液和礦物油。避免使用含有氯或是活性硫的切削液,這類元素會染污鋁材。
後置加工流程
在完成加工一個鋁製零部件之後,你可以進行一些特定流程來增強其物理、機械、審美方面的特性。應用廣泛的流程如下:
珠光處理和噴砂處理
珠光處理是裝飾性作用的精加工流程。過程中,由高壓氣槍噴射小玻璃珠到加工零件上,有效清理材料,確保零件表面光滑平整,鋁材可以有一個光滑或啞光的表面。珠光處理的主要運行參數是玻璃珠的大小和所用的氣壓量高低。僅在零件的尺寸公差不重要的情況下適合進行此流程。
其他加工流程,包括拋光和上漆
除了珠光處理,也有噴砂處理,即用高壓砂流清理材料。
塗層
此流程涵蓋使用鋅、鎳、鍍鉻等其他材料給鋁製零件覆蓋塗層。此舉是為了完善零件加工,可能可以通過電化學反應過程實現。
陽極氧化
陽極氧化是一個電化學反應過程,過程中將鋁製零件浸在稀硫酸溶液中,並在正負極兩端接通電壓。這一過程有效地將零件的外露表層轉變成硬質且無電抗反應的氧化鋁塗層。所製成的塗層的密度與厚度都取決於溶液的黏稠度、氧化時長和電流。你也可以用陽極氧化給零件上色。
粉末塗敷
粉末塗敷過程包含使用靜電噴槍給零件用彩色聚合物粉末上塗層。然後將零件放置在200攝氏度的溫度下存放。粉末塗敷提升了強度和耐磨、防腐、抗衝擊的性能。
熱處理
可熱處理的鋁合金製成的零件會接受熱處理以改進其機械性能。
CNC加工鋁製零件在工業中的應用
如上所述,鋁合金具備很多理想特性。因此,數控加工鋁製零件在很多工業中不可或缺,具體如下:
- 航空航天:鑑於鋁合金比強度高,許多飛機配件是由加工鋁製造而成的
- 汽車製造:和航空工業類似,汽車工業中很多諸如傳動軸和其他的組件也由鋁製成
- 電氣:數控加工鋁製零件因其導電性高,常常用作日用電器的電子元件
- 食品/藥品:鋁製零件和大多數有機物均不發生反應,所以其在食品和製藥工業中扮演著重要角色
- 體育:鋁常用來製作運動器材,比如棒球棒和運動口哨
- 低溫:鋁在零度以下的溫度依然可保持其機械性能,這讓鋁製零件在低溫應用中備受歡迎