Xometry擇冪科技提供的工藝之一包括注塑成型。注塑成型是用許多熱塑性塑料大量製造高品質零件的可行解決方案。了解更多信息,請訪問我們官網上的零件設計指南和注塑選項。如果你正在為注塑成型設計,以下設計師和工程師犯的5個常見錯誤,注意避免。
不添加拔模斜度
模具中需要拔模斜度來從模具中釋放塑膠部件。塑膠通常向零件中心收縮。沒有拔模斜度,零件會粘在模具中,不能正確脫模。如果可能的話,每邊設計1°拔模斜度,任何拔模斜度都有助於釋放零件。
壁厚不均勻
不同的壁截面在零件設計中很常見,在成型時會導致意想不到的零件特性。塑膠很難在不均勻的壁厚之間流動和過渡。厚壁截面會產生不同的收縮,這可能會導致零件變形。盡量使壁厚至少在澆口區域較厚,在填充結束時較薄。爭取0.080-0.120英寸的壁厚,並在零件設計中利用肋和角撐板特徵。
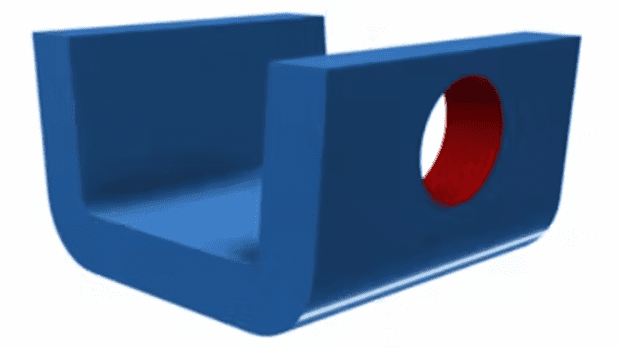
不必要的凹陷
由於當今零件設計的複雜性,凹陷是會被設計,但經常被忽視。模具中的凹陷需要在零件脫模之前處理,否則會損壞零件。在模具處理中,可以通過通芯設計、滑塊、芯或升降機等有許多方法來解決凹陷問題。一個設計的簡單規則:凹陷+複雜模具=更高的成本。
選錯材料
材料選擇是我看到的另一個常見錯誤。材料的選擇應基於零件的位置。將生活在室外的零件應該有紫外線穩定劑,以防止開裂。承受負載的零件應該有玻璃纖維等填充物來加固零件。有軸承表面的零件應該有潤滑劑之類的添加劑。

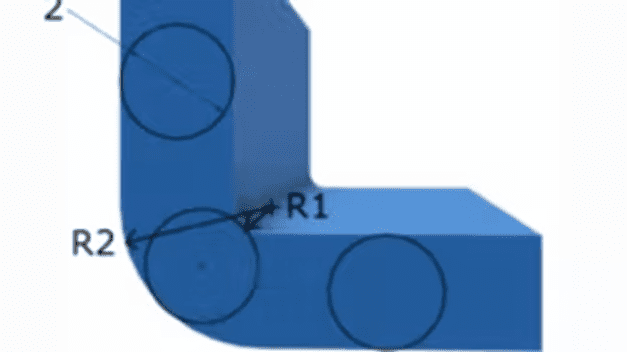
不包含圓角半徑
在零件設計中,圓角半徑經常被忽略。圓角半徑加強了該區域,使其從長遠來看更加堅固。半徑減少了塑性零件中的應力集中和斷裂。它還使零件看起來美觀,並降低了搬運時受傷的風險。