幾何公差(GD&T)之平行度:定義、公差帶與檢測方法
幾何尺寸與公差(GD&T)是工程師、加工人員與檢驗人員通用的工程語言,用於清晰傳達設計意圖,避免加工失誤與重工,為平面、軸線等零件特徵制訂明確的公差標註規範。
依據美國機械工程師協會標準 ASME Y14.5,GD&T 公差依照管控特徵分為五大類:形狀、方向、位置、輪廓、偏擺。
各類別下包含多項具體公差。平行度與傾斜度、垂直度同屬方向公差,用來管控特徵之間的角度位置關係。

一、何謂平行度(GD&T)
平行度屬於 GD&T 中的方向公差,用以約束某一特徵(平面、軸線或中心平面)在全長範圍內,與基準平面 / 軸線維持固定等距(夾角為 0°)。簡而言之,就是確保受控平面或軸線與一至多個基準平面 / 軸線嚴格保持平行。
平行度僅管控方向,不管控位置:特徵全長需與基準維持固定間距,與該特徵在空間中的實際位置無關。
平行度主要套用於三類特徵:
- 表面平行度:管控表面平行於基準配合面,為最常見類型。
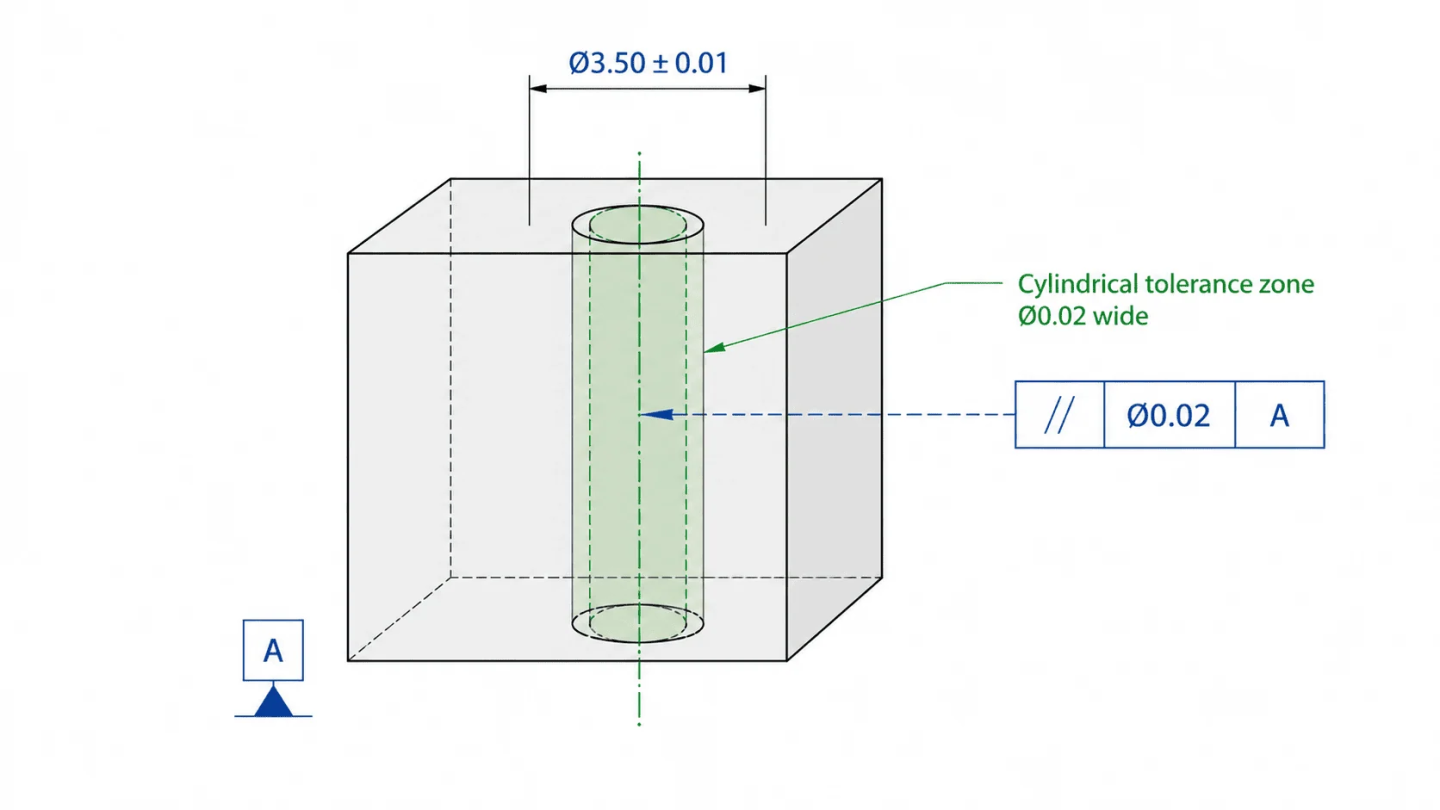
- 軸線平行度:管控銷、孔等尺寸特徵的中心軸線。
- 中心平面平行度:管控槽、凸台等結構的中間平面與另一表面平行,中間平面由特徵區域座標平均求得。
工程師選用參考
表格
| 功能要求 | 是否選用平行度 | 更適合的替代方案 |
|---|---|---|
| 確保平面與基準面平行 | 是 | — |
| 僅關注局部平面平整狀態 | 否 | 平面度 |
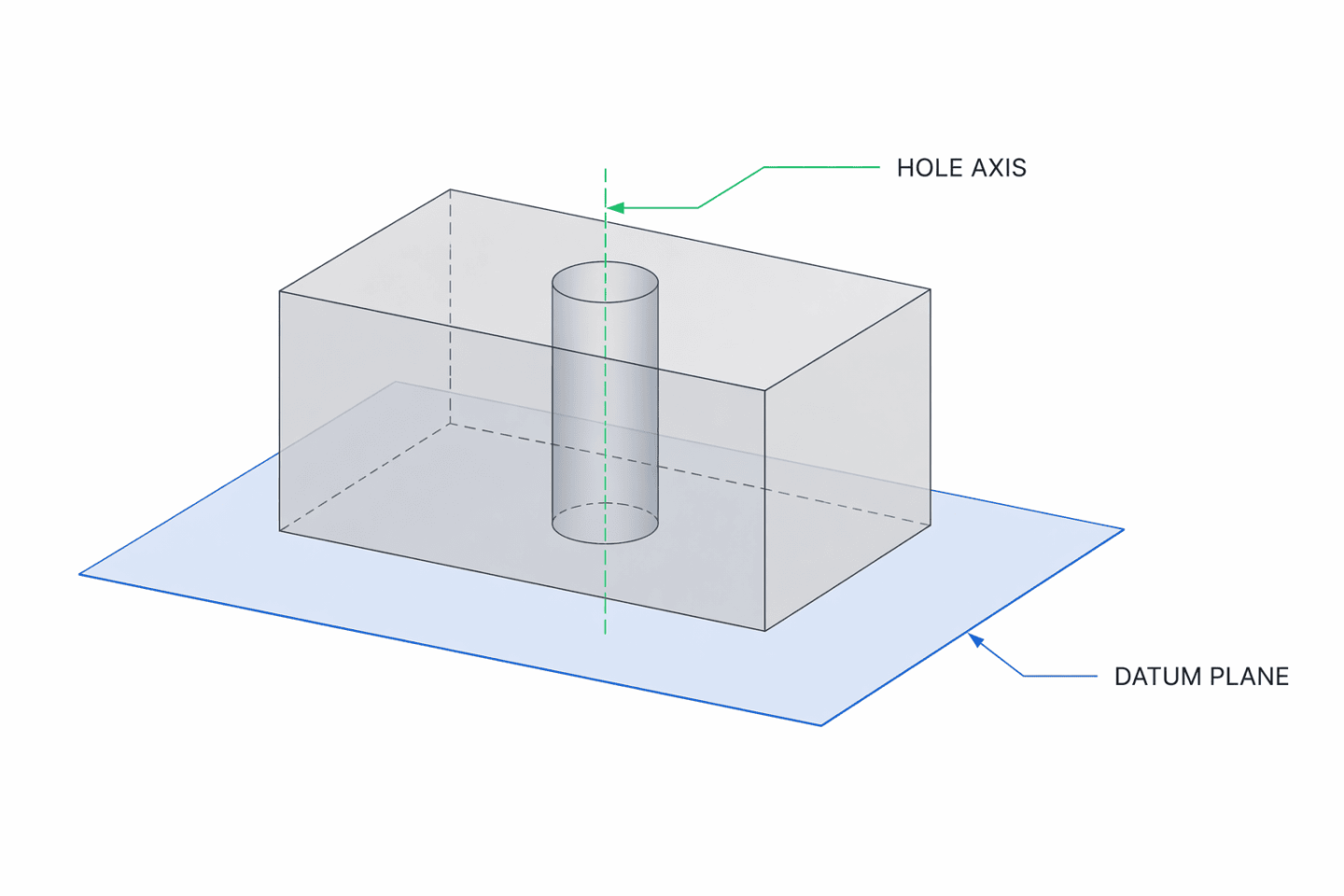
| 確保孔軸線與基準底面平行 | 是 | 若軸線位置亦為重點,改用位置度 |
| 要求表面與基準呈 30°/45° 夾角 | 否 | 傾斜度 |
| 僅要求表面平整、無基準對照需求 | 否 | 平面度 |
工程師提醒
- 需同時管控位置時,请勿使用平行度,應改用位置度;
- 僅單純管控平面平整性時,请勿使用平行度,應改用平面度;
- 軸線平行度僅適用於旋轉件 / 裝配配合需同軸對齊的場景。
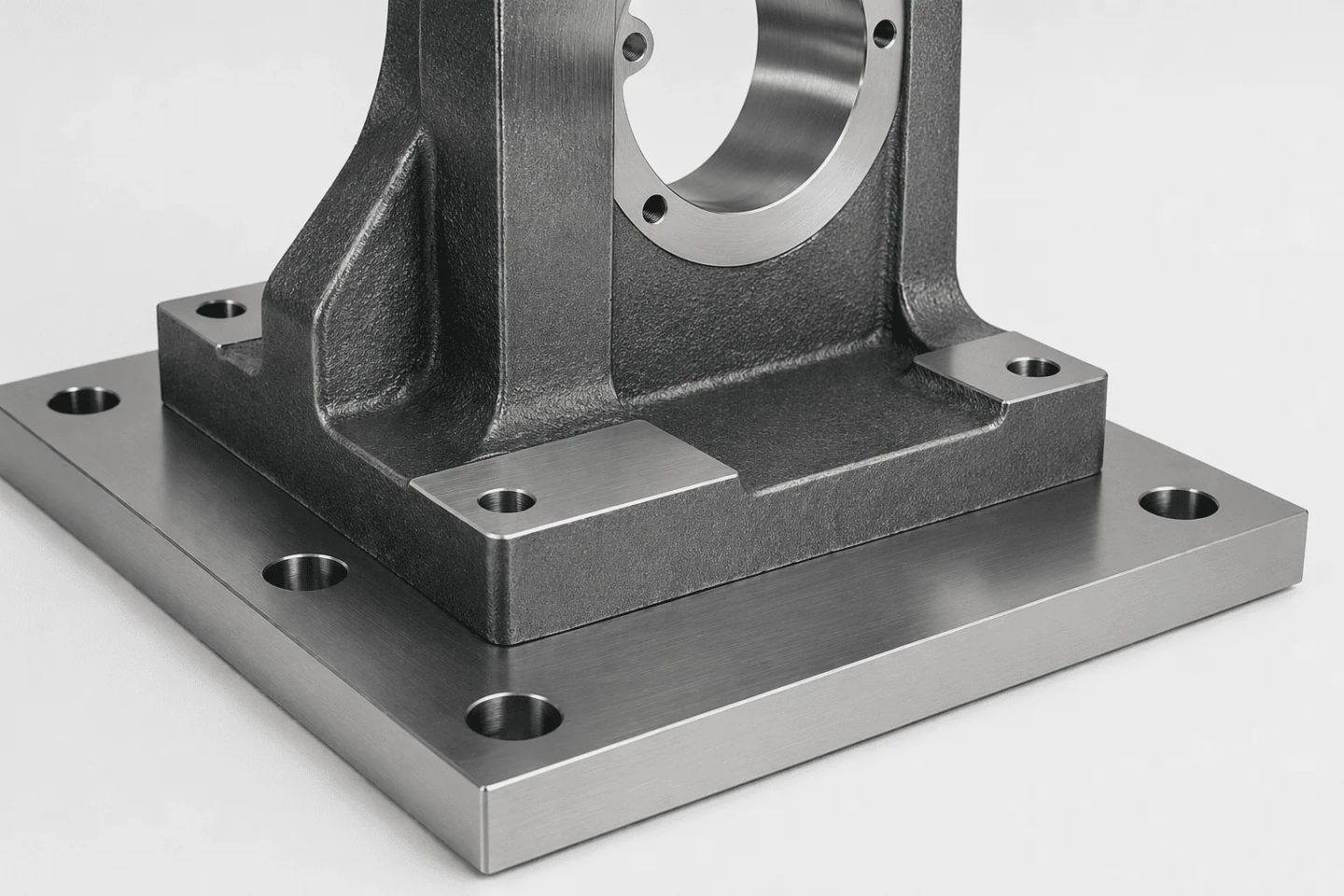
應用範例:法蘭接頭
在工業管路中,平行度常用於法蘭端面對位。配對法蘭必須在規定公差範圍內維持平行,確保接頭對正、無洩漏。
徑向偏移由位置度或同軸度管控,角度偏移主要由平行度管控(通常搭配平面度 / 表面輪廓度)。將其中一個法蘭端面設定為基準,標註另一法蘭端面的平行度公差,可確保螺栓受力均勻、墊片受壓一致,降低接頭故障風險。
二、平行度公差帶
平行度公差帶為受控表面允許的變動範圍,只要受控特徵上所有點皆落在此區域內,零件即可順利裝配、正常使用。
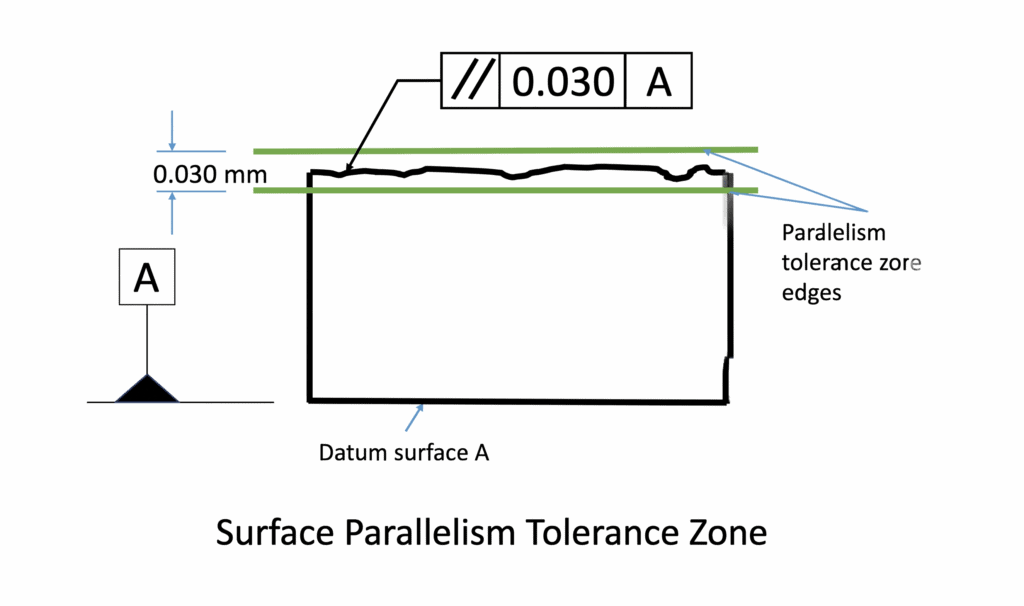
- 表面 / 中心平面平行度:公差帶為一組平行平面,兩平面之間的距離即為公差值。舉例:表面平行度公差 0.05 mm,代表該表面所有點必須位於間距 0.05 mm 的兩個平行平面之間。
- 軸線平行度:公差帶是以理論中心軸為中心的圓柱區域,軸線上所有點必須完全落在此圓柱範圍內。
平行度公差带是受控表面允许的变动边界,只要受控特征上所有点均落在该区域内,零件即可合格装配、正常使用。
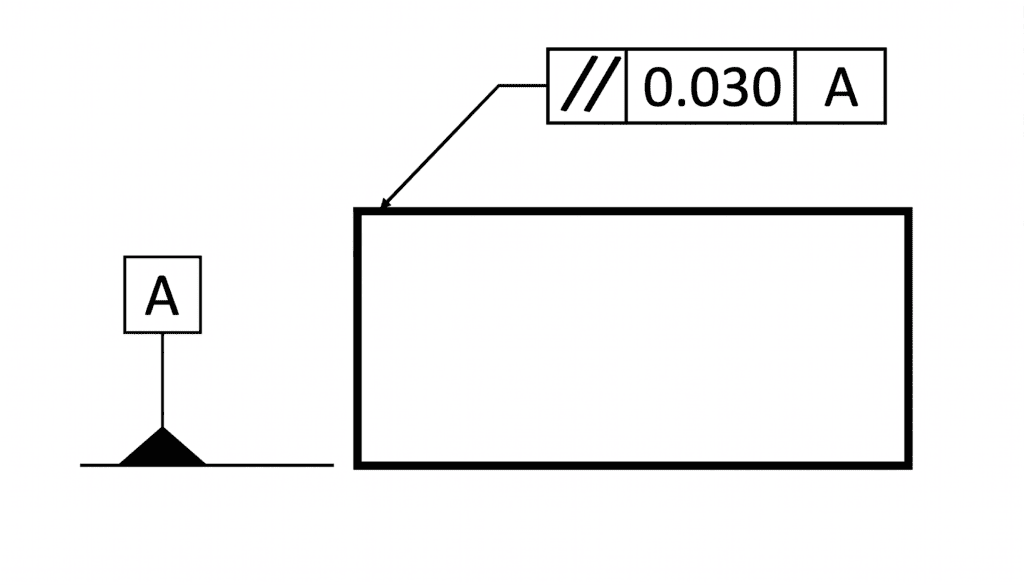
三、平行度特徵控制框(標註格式)
平行度透過特徵控制框標註於 CAD 圖面,主要由三部分組成:幾何公差符號、公差值、基準。
依據 ASME Y14.5 規範,平行度符號為兩條與水平線夾角約 60° 的平行線。
1. 幾何公差符號欄
用於指定公差類型,平行度使用標準雙斜線符號。
2. 公差值欄
定義公差帶形狀、數值與實體狀態:
- 公差帶形狀:軸線平行度需加註直徑符號⌀,代表圓柱形公差帶;表面平行度預設為平行平面,無須加註符號。
- 公差數值:軸線對應圓柱直徑,表面對應兩平面間距;依據 GD&T 第一規則(包容原則),平行度公差不得超出該特徵的尺寸公差。
- 實體狀態修飾符:最大實體狀態 MMC、最小實體狀態 LMC 可搭配軸線 / 中心平面平行度使用,用於管控孔、銷等尺寸特徵;平面不具尺寸屬性,無法使用。未標註修飾符時,預設採用獨立原則 RFS(與特徵尺寸無關)。
3. 基準欄
平行度屬於方向公差,必須搭配基準執行檢測,基準會限制受控特徵的自由度。
- 表面 / 中心平面平行度:一般僅需 1 個基準;
- 軸線平行度:依零件複雜程度,搭配 1–2 個基準;
- 平行度原則上不使用 3 個基準;優先選用面積最大、穩定性最佳的平面作為第一基準;多基準可合併標註,例如 A‑B。
四、附加公差(Bonus Tolerance)
當軸線 / 中心平面平行度搭配 MMC/LMC 修飾符時,可產生附加公差:
附加公差 = 特徵實際尺寸 − 最大 / 最小實體尺寸
- 內部特徵(孔):孔徑越大,附加公差越大。範例:MMC 為 10.00 mm,實測尺寸 10.10 mm,附加公差 0.10 mm。
- 外部特徵(軸):軸徑越小,附加公差越大。範例:MMC 為 10.00 mm,實測尺寸 9.90 mm,附加公差 0.10 mm。

總容許平行度公差 = 標註公差 + 附加公差
五、平行度與其他 GD&T 公差之差異
平行度 vs 平面度
- 平面度:形狀公差,無須基準,僅管控表面本身的平整程度;
- 平行度:方向公差,必須指定基準,管控表面與基準維持 0° 平行。就算表面平整,若相對於基準產生傾斜,平行度依然會判定不合格。
平行度 vs 傾斜度
- 平行度:管控與基準保持 0° 平行;
- 傾斜度:管控 0°–90° 之間任意指定夾角(如 30°、45°)。舉例:表面與基準夾角為 2°,平行度檢測不合格,但可透過 2° 公差的傾斜度進行驗證。
表格
| 公差類型 | 是否需要基準 | 管控內容 | 典型用途 |
|---|---|---|---|
| 平面度 | 否 | 表面本身形狀 | 密封面、接觸面平整度 |
| 平行度 | 是 | 0° 方向平行 | 配合端面、對位軸線 |
| 傾斜度 | 是 | 非 0° 夾角傾斜 | 傾斜安裝面 |
| 位置度 | 是 | 尺寸特徵的位置 + 方向 | 裝配用孔、銷、槽 |

六、平行度檢測方法
平行度檢測必須依據指定基準執行,常用檢測方式如下:
1. 三次元量測儀(CMM)
高精度檢測的首選設備,可量測表面、軸線、中心平面的平行度。
先在基準面採集多點建立基準,再擷取待測面數據,軟體自動計算可包容所有量測點的最小平行平面間距,即為平行度誤差。
優點:精度極高;缺點:設備價格昂貴、攜帶性差,年度維護成本約 15%–20%。
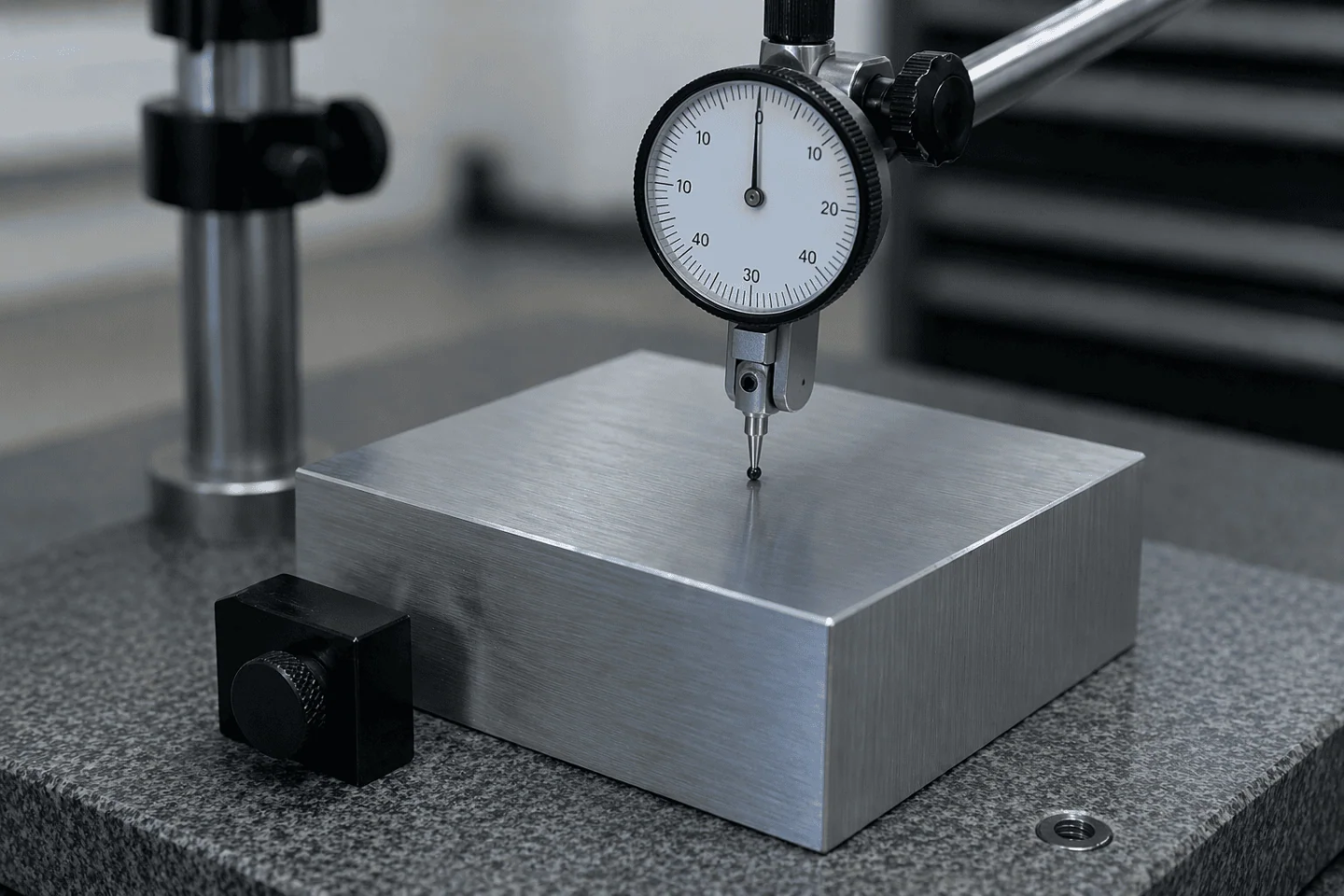
2. 平台 + 百分錶(廠區現場通用)
將零件基準面貼合於花崗石檢驗平台,百分錶測頭沿待測表面移動,最大讀數 − 最小讀數 = 平行度誤差。
範例:最大讀數 0.08 mm、最小讀數 0.02 mm,平行度誤差即為 0.06 mm。此方式攜帶方便、成本低,適合產線現場快速檢測。
3. 雷射干涉儀 / 自準直儀
適用於大尺寸或無法移動的大型零件,透過偵測光束干涉現象 / 角度偏差,可達次微米等級精度。
缺點:對於溫度、濕度、氣流等環境變化極為敏感。
七、方向公差設計總結
平行度是 GD&T 基礎方向公差,也是確保平行結構穩定加工的關鍵。透過控制固定間距與裝配配合精度,可保障零件順利組裝、密封不洩漏、長時間運轉穩定。
工程師依需求合理選用公差帶與實體狀態,能在滿足功能規範的前提下,節省多餘的加工成本。