切削流體是專門為金屬加工與機械加工工藝研製的介質,在作業過程中同時扮演潤滑劑與冷卻劑的角色。此類流體通常會在加工階段施加,可透過注流、液體噴射、霧化噴灑等多種方式使用。

切削流體的類型
切削液分為多種類別,可依相態、成分、來源與施用方式區分,整體大致歸為以下幾類。
可溶性油(乳化液)
可溶性油是將礦物油依照特定比例(油占比通常為油水混合液的 1%–20%)加入水中調配而成的穩定乳液。其主要組成成分包含:
- 乳化劑(如磺酸鈉):透過降低水的表面張力,讓油滴與水均勻混合;
- 助劑:做為結合劑使用,或提升整體抗腐蝕能力;
- 殺菌劑:抑制細菌滋生;
- 抗磨添加劑:強化潤滑效果。
可溶性油是機械加工場景中價格最低、使用最普遍的切削流體,具備優異的冷卻能力與中等潤滑性能,最適用於輕切削作業。
純油
純油為不摻水、無法乳化的礦物油。早期金屬切削作業會選用動物油與植物油做為純油潤滑劑,這類油品雖具備可生物分解的環保特性,但成本偏高且容易變質,現今僅做為石油系礦物油的添加劑,用來強化潤滑效果。
礦物油是由原油精煉製成的石油基碳氫化合物,可添加氯、磷、硫等極壓添加劑,減少刀具磨損。
合成流體
此類水基流體可取代礦物油與石油系油品,由有機、無機化學成分溶於水,再搭配各類添加劑調製而成。添加劑包含潤滑助劑、防鏽劑與防腐劑,用以彌補因含水量偏高而下降的潤滑等各項性能。
半合成流體
半合成流體融合合成流體、水基液體與可溶性油乳液的特性,內含 5%–50% 的礦物油、添加劑與化學成分,溶於水後會形成微粒尺寸介於 0.01–0.1 毫米的微乳液。
數控加工過程中切削流體的功能
冷卻
金屬切削作業時,切削刀具與工件表面相互摩擦,加上金屬在剪切區發生塑性變形,都會產生大量熱能。高溫會引發熱膨脹、氧化反應、表面熔接等各種不良狀況。切削液可對刀具與工件進行降溫,避免上述問題發生。
潤滑
摩擦是加工過程產熱的主要原因,熱量與摩擦共同作用,容易造成工件表面與刀具相互熔接。切削流體會在切削刃與工件之間形成薄層油膜,降低接觸摩擦,不僅能減少刀具磨損,也可降低加工能耗。
防腐蝕
切削液內含的防鏽、防腐成分,可保護機械零組件與加工表面免於腐蝕。礦物油類切削液會在裸露表面形成一層極薄保護膜,有效阻絕氧化作用。
延長刀具使用壽命
切削流體透過散熱、減少摩擦磨損、防鏽防腐等作用,大幅減緩刀具損耗,有效延長刀具使用壽命。
排屑
銑削、鑽孔等加工工序中,切屑容易堆積在切削區域,妨礙作業進行。切削液可將堆積的切屑沖離加工區。
提升表面光潔度
切削流體能避免工件因高溫產生膨脹與材質變異,確保機加工零件具備良好的表面品質。
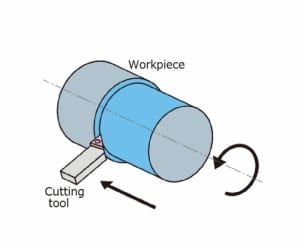
圖 2:車削作業中切削刀具與工件的接觸狀態
切削流體的特性
優質切削液需具備以下各項性能:
- 高導熱率:導熱率代表介質的傳熱能力,決定切削液帶走工件與刀具熱量的效率。
- 高熱容:熱容越高,切削液可吸收的熱量就越多,不易快速升溫或沸騰。
- 低黏度:黏度低可確保流體流動順暢,同時避免碎屑與液體混雜形成油泥。
- 無腐蝕性:不會侵蝕工件與刀具。
- 抗腐蝕、抗氧化:除本身不具腐蝕性外,還能保護零件免受腐蝕與氧化。
- 無毒性:考慮到人體接觸與環境影響,優質切削液必須無毒。
- 化學性質穩定:不會與接觸的表面發生化學反應,避免損傷工件、刀具及自身變質。
- 無異味:不會在機台或加工零件上殘留異味。
- 透明度佳:保持適當通透度,不影響作業時觀察工件狀態。
- 性質穩定:使用與存放過程中,不會快速變質失效。
數控加工中切削流體的運用方式
上述切削流體的各項功能同樣適用於數控加工工藝,不同加工工序的施用方式各有差異。
數控銑削
數控銑削作業中工件固定、刀具移動,建議採用澆注方式施加切削液。
數控鑽孔
數控鑽孔使用切削流體的主要目的為排屑與冷卻,該工序產生刃口熔接的機率較低,對潤滑要求不高,推薦使用噴射霧化方式施加切削液。
數控車削
車削作業運轉速度極高,冷卻為首要需求,加上工件處於旋轉狀態,適合採用噴射方式供給切削液。
依數控加工工藝選用合適的切削液
切削流體的選取需綜合考量刀具類型、工件材質與加工工序。
依切削刀具類型選用
硬質合金刀具作業溫度高,容易出現熱衝擊(刀具不同部位膨脹程度不一致),建議選用冷卻能力優異的合成切削液。
高速鋼刀具雖也會升溫,但溫度低於硬質合金刀具,可溶性油與半合成流體皆可適用。
依工件材料選用
金屬是最常使用切削流體的加工材料,以下為常見難加工金屬對應的切削液選擇:
- 鋼材:添加潤滑助劑的礦物油
- 合金鋼:含硫切削油、黃銅專用油或礦物油
- 鋁材:可溶性油,或不含活性硫的礦物油(活性硫會造成鋁材表面汙漬)
- 銅材:可溶性油
- 不鏽鋼:添加極壓添加劑的礦物油
- 鑄鐵:無需使用切削液
依加工工序選用
車削、銑削、成型、鑽孔等基礎加工工序通常運轉速度快,對冷卻要求高,僅需中等潤滑能力與極壓性能,合成流體為首選,也可使用可溶性油。
輪齒加工、螺紋切削等複雜工序,作業轉速低、切削壓力大,對潤滑性能要求高,適合選用潤滑與極壓表現出色、添加極壓助劑的礦物油。