面向裝配設計(Design for Assembly,DfA)是一種產品設計策略,核心為在產品開發初期優先考量裝配便利性。透過優化產品結構、減少零件數量與裝配工序,工程師可大幅降低生產成本、縮短交貨週期,同時提升產品可靠度。
DfA 屬於面向 X 設計(DfX)體系的核心分支,常與面向製造設計(DfM) 搭配運用,組成完整的面向製造與裝配設計(DfMA)方法論;但 DfA 為獨立學門,具備專屬設計原則。
本文将详细讲解 DfA,区分其与 DfM 的差异,并梳理落地实施规范。
何謂面向裝配設計(DfA)
DfA 本質是解決一項核心工程問題:如何規劃產品設計,實現更簡易、快速、低成本的裝配作業?
其目標為減少獨立零件數量,確保剩餘零件易於取放、對位、結合,並在設計階段量化裝配效率,提前辨識生產瓶頸。
DfA 的目標主要分為兩大類:
- 工廠裝配最佳化:配合產線生產模式,降低人力與設備成本。例:消費性電子產品改用卡扣結構取代螺絲,提升人工裝配效率。
- 終端使用者裝配最佳化:因應消費者自行組裝的使用場景。例:宜家傢具為經典 DfA 案例,運用精簡零件與標準緊固件,讓一般使用者也能完成複雜組裝。
DfA 與 DfM 的差異
兩者經常合併稱為 DfMA,因此容易混淆:
- 面向製造設計(DfM):聚焦單一零件的生產作業,考量射出成型壁厚、CNC 加工刀具可達性等製造限制條件。
- 面向裝配設計(DfA):聚焦整機系統層面,著重零件組合方式,減少零件總數與結合難度。
兩者關聯緊密:單一零件也許容易加工(DfM 表現佳),但裝配時螺絲起子無法施作(DfA 設計缺失)。完善的產品開發必須同時兼顧兩者,達成整體成本最適化。
面向裝配設計的核心原則
DfA 設計原則累積數十年製造實務經驗而形成(DfX 體系約於 1990 年發展成型)。
不同產品對於各原則的優先順序略有差異,以下為通用設計準則,可將裝配環節從生產瓶頸轉化為競爭優勢。
表格
| 原則 | 工程目標 |
|---|---|
| 1. 減少零件數量 | 降低物料清單(BOM)複雜度,減少故障點 |
| 2. 內建定位結構 | 運用倒角、導引結構,實現零件自動對位,無須人工校正 |
| 3. 一體化緊固件 | 以卡扣等整合式結構取代獨立五金件,加快結合速度 |
| 4. 零件對稱 / 明顯不對稱 | 零件完全對稱,或不對稱特徵清晰,避免裝配反向 |
| 5. 合理公差設計 | 在滿足功能前提下,採用最大寬鬆公差,節省裝配時間 |
| 6. 模組化設計 | 子組件可平行生產、測試,最後再整體組裝 |
| 7. 零件標準化 | 全產品統一規格螺絲,減少更換工具的頻率 |
| 8. 由上至下裝配 | 利用重力讓零件垂直堆疊,達成自然定位 |
| 9. 提升取放便利性 | 避免易纏繞、易沾黏、邊緣尖銳的零件 |
| 10. 防呆設計(poka‑yoke) | 增設物理限位,從結構上杜絕錯誤裝配 |
1. 減少零件數量
減少零件是 DfA 最具成效的核心原則。每增加一項零件,都會提高製程複雜度、增加故障風險、擴增物料清單。

但零件整合必須同時考量可製造性,不可為了簡化裝配,反而造成零件加工難度與成本大幅上升。
工程師可透過三項核心問題,判斷零件是否能夠合併:
- 相對運動:該零件是否需要和其他零件產生相對位移?(例如方向盤)
- 材質必要性:是否必須使用與周邊零件不同的材料?(例如金屬外殼搭配橡膠墊圈)
- 可維修性:是否需要拆卸,以利裝配或後續保養維修?
若以上三項皆為否,即可將該零件直接整合至相鄰構件。
2. 自動定位與導向結構
DfA 的設計目標是免除人工精準對位作業,透過零件本身結構實現自動定位,不需額外搭配治具。
常用結構類型:
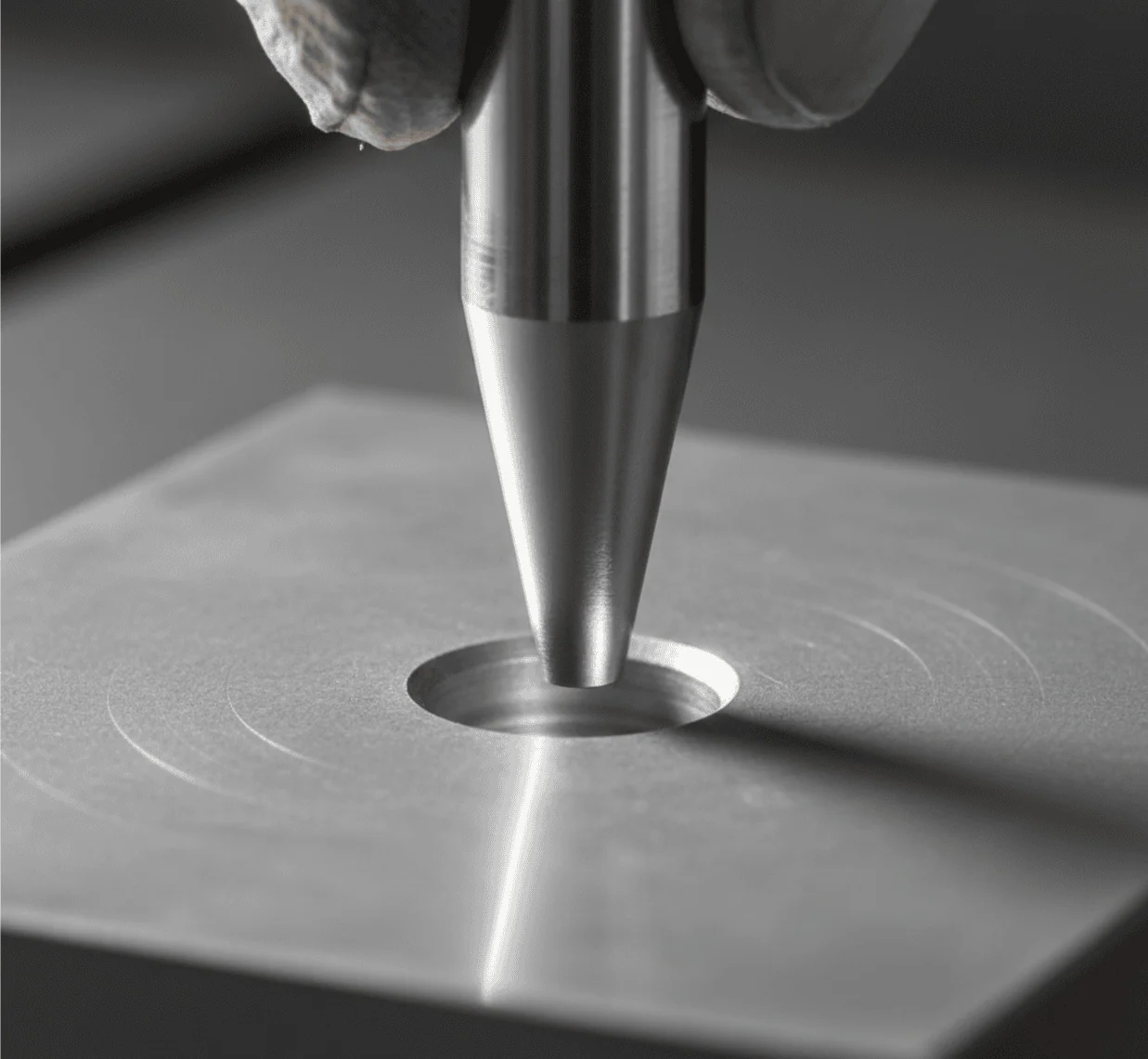
- 倒角 / 沉頭孔:銷軸、孔位設計斜角,即使位置略有偏移也能順利裝配。
- 凸台 / 卡槽:透過物理機構限制零件移動,僅能組裝至正確位置。
舉例說明:兩件工件準備進行焊接固定,上方構件為對稱造型;若無法設計對稱結構,則改變連接段長度,建立自動導向機構,確保僅有單一正確組裝方向。
在下面的例子中,焊接下一步固定两个部件,上部是对称的。如果不行,接头长度也应不同,以形成自定向功能,允许单一正确方向组装。
3. 一體化緊固件
螺絲、螺帽等螺紋緊固件裝配耗時久、不良率偏高,通常還需搭配墊片、專用工具,並管控鎖附扭力。

DfA 優先採用一體化結構取代獨立緊固件:
- 卡扣結構:單一直線動作即可完成組裝,常見類型包含懸臂式、扭轉式、環型卡扣。
- 接著 / 熔接:超音波熔接、膠合適用於永久結合,完全不需使用五金件。
備註:一體化緊固件並非萬用,重載機構、需要頻繁無損拆卸的結構,仍優先選用螺絲。
表格
| 結合方式 | 裝配速度 | 可拆卸性 | 成本影響 | DfA 適用評級 |
|---|---|---|---|---|
| 螺紋緊固件(螺絲 / 螺栓) | 慢(人工成本高) | 佳(可無損拆卸) | 高(需備存五金零件) | ⭐ |
| 卡扣(塑膠 / 金屬) | 快(單一動作完成) | 尚可(可設計專用拆卸結構) | 低(結構內建於零件) | ⭐⭐⭐ |
| 接著 / 熔接 | 中等(需等待固化) | 不可拆卸(拆解會造成破壞) | 低 / 中(耗材成本) | ⭐⭐ |
| 鉚釘 | 快 | 不易拆卸(須鑽除) | 低 | ⭐⭐ |
4. 零件對稱與不對稱設計
對稱零件可從多個方向組裝,縮短對位時間、降低裝配錯誤機率,同時裝配工具可共用,減少專用工具的費用。
若對稱設計會影響產品功能,則優先加裝自動導向結構;仍無法實現時,需強化不對稱特徵的辨識度,透過標示、顏色、外型、紋路做區分,避免組裝失誤。
5. 合理公差設計
現代加工技術可達到超高精度公差,但精密公差不僅加工耗時、成本高昂,過度緊密的配合也會延長裝配作業時間。
DfA 設計要求:在滿足功能規範的前提下,選用最寬鬆的公差。
同時須執行公差累積分析,評估多項零件公差疊加後對整體裝配造成的影響,業界常用最劣狀況分析法、統計公差分析法,確保公差疊加範圍落在裝配容許區間內,避免產生裝配間隙或零件干涉。
6. 模組化設計
結構複雜的產品需拆解為獨立子模組:
子組件可平行生產、測試,大幅縮短整機組裝時間;標準模組(例如電源模組)可跨產品線共用,發揮規模經濟效益。
7. 標準化設計
全產品、全產線統一工具、零件、介面,採用商業標準件,降低庫存與治具成本。
例如統一螺絲頭外型、螺絲長度,避免作業人員使用短螺絲鎖附深孔,讓裝配流程標準化、可重複執行。
8. 由上至下裝配
採用垂直由上至下的裝配模式,利用重力輔助定位,減少治具使用、零件翻轉、手持固定等動作,簡化人工裝配;同時提升自動化產線穩定性,降低治具複雜度,維持穩定生產節奏。核心優勢為減少零件搬運、姿態調整,降低整體裝配難度。

9. 提升零件取放便利性
不易取放的零件會拖慢產線效率,DfA 必須考量零件外觀形態:
- C 型扣環、開口彈簧容易互相纏繞,建議改為封閉式結構。
- 體積過小、表面光滑、邊緣尖銳的零件,必須搭配鑷子、手套作業,會增加裝配時間。易取放的結構同時也能搭配自動化作業。
10. 防呆設計(Poka‑Yoke)
DfA 導入防呆(Poka-Yoke)原則,從結構面讓錯誤組裝在物理機制上無法發生。

常見手法:
- 物理限位:USB 接頭、電池倉僅能單向插入。
- 干涉結構:增設擋塊,零件倒置時無法組裝。
- 視覺辨識:運用顏色區分、對位記號。
- 失效防護:零件組裝錯誤時,設備自動停止運作。
面向裝配設計的優勢
DfA 導入產品全生命週期,從生產端到終端使用者都能帶來明顯效益:
表格
| 核心優勢 | 實際效益 |
|---|---|
| 降低成本 | 減少零件數量,大幅降低人工、治具、報廢、管理成本 |
| 提升生產效率 | 減少裝配失誤,提升良率(FPY) |
| 優化供應鏈 | 精簡零件種類,減少供應商,簡化物流作業 |
| 縮短生產週期 | 減少裝配工序,提升產線產能 |
| 適配自動化 | 優化零件結構,搭配機械取放與自動化產線 |
| 易於維護 | 後續拆解、保養維修更為簡便 |
| 提升品質與可靠度 | 減少故障點,長期不良率更低 |
| 永續環保 | 減少材料與能源消耗,適用於拆解設計(回收再利用) |
1. 降低整體成本
- 人力:裝配作業簡化,減少工時與人員訓練成本。
- 庫存:標準化精簡零件種類,例如僅使用 M6×10、M6×20 螺栓,降低物料庫存壓力。
- 治具:減少客製化夾具、治具的需求。
- 報廢:零件數量少、結合方式簡單,降低裝配失誤造成的報廢。
- 管理:產線作業順暢,減少能耗、行政等間接成本。
2. 簡化製造流程
零件數量減少、介面標準化,裝配失誤大幅降低,整體良率(FPY)明顯提升。

3. 優化供應鏈
產品零件種類精簡,連帶減少合作供應商數量,簡化溝通與物流管理。
同時需管控關鍵零件的單一供應商風險,避免供應鏈中斷。
4. 提升生產效率
每減少一項零件,即減少一道裝配工序,直接縮短生產節拍、提升產能,快速回應市場需求。
5. 適用大量生產與自動化產線
簡化裝配是大量量產的核心要求,經過優化的結構可搭配真空吸盤、三爪夾爪等機器手臂執行自動裝配。
小批量生產可採用「人工裝配 + DfA 優化」的混合模式,兼顧作業彈性、穩定性與品質管控。

6. 簡化後續維修保養
DfA 強調裝配便利性,此設計理念同樣適用於維修設計;易於組裝的結構,通常也便於拆解維修。
7. 提升產品品質與可靠度
裝配流程簡單,人為失誤減少;零件與結合機構數量降低,產品長期使用的故障機率也隨之下降。
8. 永續環保效益
零件數量減少,生產過程的材料與能源消耗更低;同時搭配拆解設計,方便產品報廢後回收再利用。
DfA 落地執行步驟
1. 設計階段提早導入
DfA 必須在概念設計階段開始規劃,由設計、工程、生產團隊共同協作,提前避免後續產線改造成本。在 CAD 圖面進行設計修正,遠比整建產線更節省費用。
2. 運用布斯羅伊德‑德赫斯特(Boothroyd‑Dewhurst)分析法
業界通用的裝配效率量化工具,主要分析三大項目:
- 零件必要性:依前文三項核心問題,判斷零件是否可刪除。
- 取放分析:零件取放、定位、移動所耗費的時間。
- 置入分析:零件安裝、固定所耗費的時間。
DfA 裝配效率公式
DfA 效率 =(理論最少零件數 × 3 秒)÷ 預估總裝配時間
備註:3 秒為單一標準零件理想取放 + 裝配的理論時間。
可搭配專業 DfA 軟體進行數據量化,並取得零件整合與設計優化建議。
3. 繪製裝配流程圖
梳理完整裝配順序,標註裝配難點、對位不易、作業空間受限等工序,在原型製作前完成設計優化。
4. 原型製作與實測
由現場作業人員或機器手臂在實際作業環境執行裝配測試,驗證電腦模擬無法發現的實務問題,例如人員施作疲勞、工具作業空間不足等。
5. 選擇自動化 / 人工裝配模式
- 小批量生產導入自動化設備,需改變產品設計、客製機台,整體效益偏低。
- 綜合評估裝配複雜度,選擇成本最低的執行方案。
- 機器手臂作業範圍有限,產品結構必須配合機台參數設計。
- 自動化作業失誤率低,但作業彈性不及人工。

6. 迭代優化
DfA 屬於循環式優化流程,完成測試與成本分析後,重新修正設計、計算裝配效率,直至產品性能與成本目標皆達標。
DfA 與其他 DfX 設計手法的關聯
DfA 為 DfX 體系的核心環節,串聯零件加工與產品全生命週期管理:
- DfA vs 面向維修設計(DfMS):DfA 著重組裝作業,DfMS 著重拆解維修;模組化、卡扣結構在可無損拆解的前提下,可同時符合兩項設計要求。
- 面向供應鏈設計(DfSC):DfA 的標準化原則,可直接簡化採購作業、降低庫存風險。
- 面向檢測設計:簡化產品結構,確保結合部位可目視觀察,規劃易於檢驗的檢測點。
DfA 常見設計誤區
即使資深工程師在進行裝配優化時,也容易陷入設計盲點,避開以下問題才能順利落地。

- 過度整合零件 一味減少零件數量,將過多功能集中於單一複雜零件,反而造成 DfM 製造成本飆升,抵銷裝配優化帶來的效益。
- 脫離產線實務設計 僅在電腦軟體內完成設計,未與現場裝配人員溝通;圖面上看似簡單的盲孔鎖螺絲,實際生產難度極高。
- 只追求裝配速度 為加快組裝選用劣質接著劑,犧牲產品耐用度與可維修性;必須平衡產品功能、使用壽命與裝配效率。
- 忽視公差累積 預設所有零件皆為理論標準尺寸,複雜裝配未計算公差疊加,後續造成零件干涉、生產停擺。
- 裝配簡化與可維修性互相衝突 零件整合往往會降低維修便利性:
- 超音波熔接:無需緊固件、裝配快速、成本低,但無法無損維修。
- 螺絲緊固件:易於升級與維修,但裝配速度偏慢。
須依照產品定位選擇設計方案:一次性消耗品優先選用熔接結構,高價值設備則以螺絲結構為主。
經典實際案例

IBM 點陣印表機
1980 年代,IBM 原本規劃建置高自動化、高投入的印表機生產工廠;透過 DfA 分析後發現,產品設計本身才是主要生產瓶頸。
重新設計為由上至下的分層卡扣結構,全程不使用螺絲、彈簧,單人即可在 3 分鐘內完成裝配,完全不需建置複雜的機器人產線,證明結構簡化遠比導入自動化更具效益。
索尼隨身聽
索尼稱霸攜帶式音響市場,核心為導入 DfA 的平台化設計策略:
內部採用統一標準化模組機芯,搭配垂直式自動化裝配;僅更換外殼即可推出數百款新機型,快速擴大產能,數十年維持市場領先地位,整體營收突破十億美元。
總結
面向裝配設計(DfA)將裝配思維提前導入產品初期設計,是 DfX 體系中極具實用價值的設計手法,可有效降低成本、提升品質,同時強化企業獲利與顧客滿意度。
DfA 也為後續導入自動化、產品拆解回收奠定基礎;建議搭配面向製造設計(DfM) 同步執行,打造產品全流程最適化製造方案。